
一、漆包線特點:
漆包線是繞組線的一個主要品種,由導體和絕緣層兩部組成,裸線經退火軟化后,再經過多次涂漆,烘焙而成。但要生產出既符合標準要求,又滿足客戶要求的產品并不容易,它受原材料質量,工藝參數,生產設備,環境等因素影響,因此,各種漆包線的質量特性各不相同,但都具備機械性能,化學性能,電性能,熱性能四大性能。
二、漆包線種類:
A、按絕緣材料分:
縮醛漆包線:聚乙烯醇縮甲醛和聚乙烯醇縮乙醛兩種。耐溫120度。
聚酯漆包線:以對苯二甲酸二甲酯為基的聚酯漆包線漆。耐溫130度。
聚氨酯漆包線
改性聚酯漆包線:耐溫155度。
聚酯亞胺漆包線
聚酯亞胺/聚酰胺酰亞胺漆包線:耐溫200度。
聚酰亞胺漆包線:耐溫220度。
B、按漆包線的用途分
一般用途的漆包線(普通線):主要用于一般電機、電器、儀表、變壓器等工作場合的繞組線,如聚酯漆包線、改性聚酯漆包線。
耐熱漆包線:主要用于180℃及以上溫度環境工作的電機、電器、儀表、變壓器等工作場合的繞組線,如聚酯亞胺漆包線、聚酰亞胺漆包線、聚酯漆包線、聚酯亞胺/聚酰胺酰亞胺復合漆包線。
特殊用途的漆包線:是指具有某種質量特性要求的、用于特定的場合的繞組線,如:聚氨酯漆包線(直焊性)、自粘性漆包線。
C、按導體材料分:
銅線,
鋁線,
合金線。
D、按材料形狀分:
圓線、
扁線、
空心線。
E、按絕緣厚度分
圓線:薄漆膜-1、厚漆膜-2、加厚漆膜-3(國家標準)。
扁線:普通漆膜-1、加厚漆膜-2。
三、漆包線焊接原理:
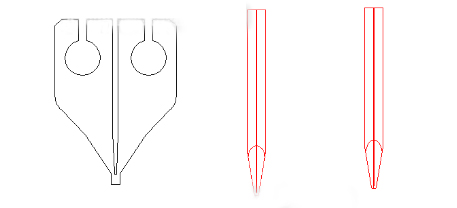
(圖1) 焊頭結構分別為:(片式、柱狀連體、柱狀分體)
漆包線焊接采用專用焊頭(圖1),利用電流流過焊頭產生的電阻熱,首先脫去漆包線表面的絕緣漆,隨后將熱量傳到焊盤上熔化焊錫,焊錫與銅線依據釬焊原理形成焊接接頭。當焊盤表面不是焊錫而是其它物質(如鎳)、或不存在其它物質時,要求的溫度較高。
焊頭的形狀(電阻分布)、電流和時間影響產生的熱量。
壓力、焊頭表面與漆包線的接觸情況,影響焊頭熱向漆包線和焊盤的傳熱量。
漆包線和焊盤不同時,對熱量的需求量是不一樣的,需要合適的焊頭、以及需要適當的電源輸出電流、通電(脈沖)時間與之相匹配。產品需要熱量大,焊頭的截面、電源的輸出就要大,才能保證足夠的熱容量。
一般來說,片式焊頭需要的能量較高;柱狀連體的熱量集中在尺寸較小的焊頭頭部;柱狀分體的發熱集中在兩片接觸區域,能量比較集中,需要輸入能量較小,適合焊接焊盤較小的零件。
焊頭截面過小或接觸不良,保證焊好所需要的焊頭溫度必然偏高,會加速焊頭損壞。
四、漆包線焊接質量影響因素:
焊接電源輸出不穩定;
焊接工藝參數不佳;
焊頭安裝問題,包括傾斜角、不穩(晃動)或壓縮行程過大等;
機頭壓力偏低或不穩定,導致接觸不良,熱量不能穩定傳導到焊接區域;
機頭隨動性不好,焊接過程中漆包線變形時,焊頭接觸面不能快速跟隨。需要有合適的推動力和盡量小的阻力(摩擦力,連接導線的阻力);
焊頭表面贓,影響傳熱;
工件表面存在其它異物;
焊接位置偏離,線放偏;
焊頭磨損嚴重等。
五、漆包線焊接的工藝參數設定
A、控制模式(恒流與恒壓)
恒流模式(III):流過焊頭的電流始終保持不變,隨著焊接次數增加,焊頭磨損或燒損導致截面減小,電阻增大,焊頭溫度會增加,一方面影響焊接質量,也加速焊頭損壞。
恒壓模式(UUU):施加在反饋測試端的電壓始終保持恒定,電極磨損或燒損導致截面減小時,焊頭上的總能量不會增加,有利于延長焊頭壽命。
通常情況下保證焊接質量有一個適合的能量范圍(工藝窗口),每次焊接只要處在工藝窗口內,就可以獲得合格的質量。
要求恒壓模式的電壓反饋點盡量接近焊頭,效果會更好。
B、多脈沖與單脈沖
焊接過程中,熱量首先脫漆,然后熔化焊錫,最后焊錫在銅線表面形成合金化連接。加熱過程需要適應這一過程。
建議第1脈沖(第1段,t3t4)加熱快速(電壓設置高)一些,有利于快速脫漆。調節工藝參數時,可以將后兩段加熱關掉(時間設為000),來觀察脫漆效果。
第2脈沖(t6)用于產生一定的熱量,熔化焊錫。為了避免過熱,能量需要適當,保持焊頭溫度,不會快速升高。
3脈沖(t8t9),需要改善焊接結合的合金化效果時,加小一些的能量保溫。可以不用(時間設為000)。
t5和t7為脈沖之間的間隔,建議設為000-020,用于平衡傳熱和避免焊頭溫度過高。
壓好再給啟動信號的應用情況(自動化,機頭內觸發開關),t1、t3設為000;自動控制抬起時,t10設為000;t0設100左右即可。

(圖2) 參數示意圖
特別提示:t3,t4,t6,t8,t9時間單位為逆變周期(4kHz,1/4ms),換算為毫秒(ms)要除以4。例如設定為036時,實際時間為36/4=9ms。

(圖3) 2次脈沖加熱下的溫度(T)變化過程示意圖
C、軟規范與硬規范(時間長短)
軟規范:較長的時間,電壓(或電流)設定較小。達到相同的溫度需要時間較長。優勢:加熱柔和,對工件熱沖擊小;劣勢:熱量向周圍散失較多,焊頭過熱(熱積累問題較嚴重),工件加熱范圍過寬。(調整之前大約100ms,電壓0.8V)
硬規范:較短的時間,電壓(或電流)設定較大。達到相同的溫度需要的時間較短。優勢:加熱快速,熱量向周圍散失少,有利于避免焊頭過熱(熱積累影響較小),工件加熱集中。劣勢:高溫沖擊較大,焊頭局部過熱。(新調整采用硬規范,時間兩脈沖總計21ms(4,40,40),電壓1.5V、1.4V)

(圖4) 硬規范與軟規范溫度過程對比示意圖
特別提示:規范太硬(時間太短)時,在焊頭上局部(開縫的底部)熱量集中嚴重,會加速該部分的燒損。
參數設定,可以觀察空焊時焊頭發紅的部位,微紅部分以集中在端部為宜。焊頭發紅嚴重(發亮)不利于焊頭壽命。(建議固定每段時間30-50,調整電壓給定值觀察焊頭發紅情況)焊頭發紅合適,剩下的問題是機械、材料和接觸狀態的問題。
D、熱積累
機器停止工作一段時間之后,焊頭和焊頭座冷卻回到室溫(或較低溫度),此時機器以一定的節拍開始工作,焊頭和焊頭座溫度會逐漸升高,直到一定的平衡溫度,為熱積累。該平衡溫度與輸入能量、節拍快慢、周圍散熱條件相關。
熱積累的影響:由冷態到溫度平衡態的熱積累過程中,焊頭溫度是逐漸升高的。在輸入相同的能量(例如恒功率,PPP模式)時,由于焊頭起始溫度不同,最高溫度會逐漸增加,表現為焊頭越來越熱(紅)。對焊接質量,使用相同的熱輸入,保證后來焊得好時開始可能焊不好,開始焊得好后面可能過熱。
使用恒流(III)模式時,材料的電阻率隨著溫度升高而增加,電阻增加,產生的熱量H∝I2Rt增大,熱積累問題比較大。
采用恒壓(UUU)模式時,產生熱量H∝U2/R*t有所降低,與較高的基礎溫度綜合作用下,熱積累的影響得到改善。
建議改善熱積累影響的措施:
采用恒壓模式
焊頭座水冷
采用多組啟動,輸入能量遞減(遞減規律根據節拍與散熱優化)
電源遞減功能(需要可靠識別開始焊接點)
開始焊接時空啟動一定次數等
采用恒壓模式會有明顯改善,熱積累次數大約在數點范圍且不會很大,建議通過觀察找出規律,反饋給技術人員和供應商。
E、焊頭表面清潔:
焊頭使用過程中,由于絕緣漆和材料表面的其它物質(例如助焊劑)的影響,表面會變臟。表面贓物影響焊頭的熱量向焊接區域傳遞,導致焊接不良。在焊接一定次數后(實驗獲得的最低次數),需要對焊頭表面進行清潔。
注意清潔方法正確,不要破壞焊頭結構,不要給焊頭壽命帶來較大的影響。
設備參數(工藝參數)調整的不同帶來焊頭磨損和質量穩定性有差異。原來采用較長的焊接時間,或采用恒流模式,帶來了一些焊接問題,建議采用恒壓模式,采用較短的焊接時間(硬規范)。對特定的產品,需要對工藝做一定的調試并不斷優化,達到越來越好的效果。提供的設備有較豐富的功能和調整空間,有利于焊接工藝的優化,取得更佳的焊接效果。
 咨詢熱線:
13922918650【精密熱壓焊錫機/線材剝切沾錫/精密點膠/線材周邊以及工業非標定制自動化設備】
咨詢熱線:
13922918650【精密熱壓焊錫機/線材剝切沾錫/精密點膠/線材周邊以及工業非標定制自動化設備】
 品質保障
品質保障
 優質服務
優質服務
 終身維護
終身維護